
小物/その他
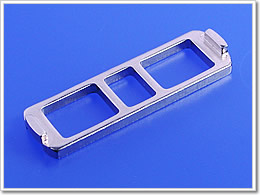
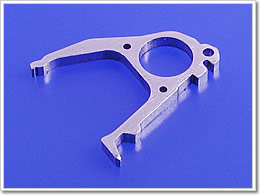
| 板 厚 | 10.00mm |
|---|---|
| 長手寸法 | 100.00mm |
| 材 質 | SS400P |
| 仕様用途 | 配電盤の開閉器 |
| 技術特色 | 製品の形状部に凸があり、順送り型を使って加工を行っている。形状と角孔のサン巾が少なく、板厚減少を防ぐために段差抜き加工を行っている。 |

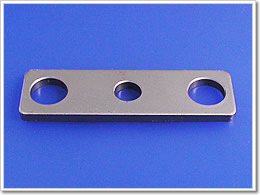
| 板 厚 | 6.50mm |
|---|---|
| 長手寸法 | 110.00mm |
| 材 質 | SAPH440 |
| 仕様用途 | 自動車用オイルポンプカバー |
| 技術特色 | ・従来の加工:鋳造+切削+バリ取り ・新工程:FB+バレル ・外周からハーフピアスまでの距離が短い為、形状変形が起き易い。 |

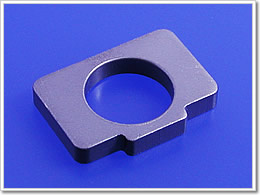
| 板 厚 | 2.40mm |
|---|---|
| 長手寸法 | 26.40mm |
| 材 質 | S55C |
| 仕様用途 | 自動車用シートベルト部品 |
| 技術特色 | ロットの大きい御注文に対応すべく、多列取りのパンチ可動式のプレス金型とし、ボスピッチ精度±0.03を確保している。 |

| 板 厚 | 5.50mm |
|---|---|
| 長手寸法 | 70.00mm |
| 材 質 | SPHC |
| 仕様用途 | 自転車用ディスクパット部品 |
| 技術特色 | φ20部は潰しにより、凹になっている。 |
| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | 80.00mm |
| 材 質 | SPHC |
| 仕様用途 | 医療機器 |
| 技術特色 | ・従来:切削加工 ・新工程:FB+バリ取り |

| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | 60.00mm |
| 材 質 | S45C |
| 仕様用途 | 二輪用エンジン部品 |
| 技術特色 | ・サン巾が少ないが減肉を押え、せん断面100%に仕上げている。 ・孔真円度も10μm以内に押える事を実現した。 |

| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | φ37.10mm |
| 材 質 | SP材 |
| 仕様用途 | 自動車用ショックアブソーバ部品 |
| 技術特色 | 成形抜き技術により、垂直なせん断面を得ることが可能。 |

| 板 厚 | 3.20mm |
|---|---|
| 長手寸法 | φ29.00mm |
| 材 質 | SP材 |
| 仕様用途 | 自動車用ショックアブソーバ部品 |
| 技術特色 | 成形抜き技術により、垂直なせん断面を得ることが可能。 |

| 板 厚 | 3.00mm |
|---|---|
| 長手寸法 | 30.00mm |
| 材 質 | SPHC |
| 仕様用途 | ロック部品 |
| 技術特色 | 潰しが入っている部分の打ち抜きも、せん断面100%で仕上げている。 |

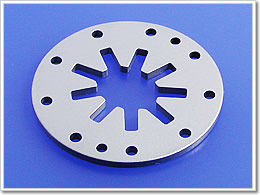
| 板 厚 | 4.50mm |
|---|---|
| 長手寸法 | φ50.00mm |
| 材 質 | SS41 |
| 仕様用途 | ポールガイド |
| 技術特色 | ・外周にそって空いている6つの穴は従来、切削加工にてあけていた。 ・FB化により、1回のプレスで仕上げている。 |
| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | 27.00mm |
| 材 質 | SPHC440 |
| 仕様用途 | 自動車用テンショナー部品 |
| 技術特色 | ・従来:一般プレス ・新工程:FBプレス ・φ14.37のせん断面100%を確保可能となり、圧入部品の倒れ向上となった。 |

| 板 厚 | 4.90mm |
|---|---|
| 長手寸法 | 105.50mm |
| 材 質 | SUS304 |
| 仕様用途 | 二輪用パーツ |
| 技術特色 | SUS304材をFB加工を行う事で、穴径及び寸法精度について±0.01にて仕上た。 |

| 板 厚 | 8.00mm |
|---|---|
| 長手寸法 | ダボ高さ:8.00mm |
| 材 質 | SPHC400 |
| 仕様用途 | 自動車ドラムブレーキ部品 |
| 技術特色 | ・従来:4部品製品 ・新工法:FBにより1部品化 ・それぞれの部品について1工程+前組み(5工程)を1工程に。 ・更に自動組み立てラインに直接投入を可能にした。メーカーとの共同開発部品。 |

| 板 厚 | 3.60mm |
|---|---|
| 長手寸法 | 20.00mm |
| 材 質 | S45C |
| 仕様用途 | 二輪用エンジン部品 |
| 技術特色 | せん断面と断面の面粗度に高い精度が要求された。 |

| 板 厚 | 5.00mm |
|---|---|
| 長手寸法 | φ24.00mm |
| 材 質 | SPCC |
| 仕様用途 | バランサ− |
| 技術特色 | 孔の面打ち寸法が厳しく、外形状を打ち抜く際、この面打ち部の寸法を変化させずに打ち抜く工夫をしている。 |

| 板 厚 | 3.60mm |
|---|---|
| 長手寸法 | 51.60mm |
| 材 質 | SPHC |
| 仕様用途 | パソコン部品 |
| 技術特色 | サン巾の一般加工限界:板厚の60%に対し、この製品は小さい所で板厚の30%箇所があるがFB打抜きに成功している。非常に厳しい加工条件に有る。 |

| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | φ40.00mm |
| 材 質 | SK5 |
| 仕様用途 | 自動車用エンジン部品 |
| 技術特色 | 材質がSK5の為、打ち抜きの際の刃部への油回りが重要で金型内に直接油を給油している。 |

| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | 102.00mm |
| 材 質 | SPHC |
| 仕様用途 | 自動車燃料タンク補強部品 |
| 技術特色 | 細長い製品で金型の破損が考えられる為、金型の材質にYXR3を使用。 |

| 板 厚 | 8.00mm |
|---|---|
| 長手寸法 | φ120.00mm |
| 材 質 | S45C |
| 仕様用途 | 自動車部品 |
| 技術特色 | 内外径精度とせん断面を要求されている。 |

| 板 厚 | 6.00mm |
|---|---|
| 長手寸法 | 65.00mm |
| 材 質 | NP233 |
| 仕様用途 | 自動車エンジン部品(ハブ) |
| 技術特色 | 増肉塑性加工をFB順送型内に取り入れている。 |

| 板 厚 | 1.50mm |
|---|---|
| 長手寸法 | 30.00mm |
| 材 質 | PBSP-H |
| 仕様用途 | センサー部品 |
| 技術特色 | 中央付近に空いている小穴は板厚以下のφ1.25mm。 |
| 板 厚 | 1.95mm |
|---|---|
| 長手寸法 | φ35.00mm |
| 材 質 | 1%SiFe |
| 仕様用途 | センターヨーク |
| 技術特色 | ・外周に沿って明いている孔までのサン巾が極小の為、今までは孔明け加工を行っていた。 ・プレス+穴明け→VA |
| 板 厚 | 2.00mm |
|---|---|
| 長手寸法 | 30.00mm |
| 材 質 | Al505-2S |
| 仕様用途 | 電装部品 |
| 技術特色 | ・極小サン巾及び、エッジ部の破断ナシ。 ・ダレを小さくした。 |

| 板 厚 | 6.50mm |
|---|---|
| 長手寸法 | 97.00mm |
| 材 質 | SP |
| 仕様用途 | 自動車用部品 |
| 技術特色 | センター孔の中心部に段差があり、減肉成形を順送加工で行っております。 |

| 板 厚 | 6.00mm |
|---|---|
| 長手寸法 | 156.00mm |
| 材 質 | S45C |
| 仕様用途 | 自動織機 |
| 技術特色 | ・従来の加工:鋳造+機械加工→FB加工 ・S45C材でFB加工により全ての加工が可能になった。 ・50%以上のコスト低減を図れた。 |

| 板 厚 | 6.00mm |
|---|---|
| 長手寸法 | 61.00mm |
| 材 質 | S45C |
| 仕様用途 | 自動織機 |
| 技術特色 | ・従来の加工:鋳造+機械加工→FB加工 ・S45C材で極小サン巾と成形抜きFB加工により、全ての加工が可能になった。 ・細長い形状の板厚変化を防ぐ事に、弊社のノウハウがつまっている。 ・50%以上のコスト低減を図れた。 |

| 板 厚 | 6.00mm |
|---|---|
| 長手寸法 | 80.00mm |
| 材 質 | SAPH440 |
| 仕様用途 | 自動車用エンジン部品 |
| 技術特色 | ・従来の加工:機械加工→FB化 ・穴精度±0.01をFBプレスによって一度に完成品寸法に仕上ている。 ・大幅なコスト低減が実現された。 |

| 板 厚 | 8.00mm |
|---|---|
| 長手寸法 | 93.00mm |
| 材 質 | SCM435 |
| 仕様用途 | 織機 |
| 技術特色 | ・従来の加工:鋳造+機械加工→FB化 ・大幅なコスト低減 |

| 板 厚 | 3.50mm |
|---|---|
| 長手寸法 | φ43.00mm |
| 材 質 | SPH440W |
| 仕様用途 | リクライナーシート部品 |
| 技術特色 | ・従来:鋳造部品→切削 ・新工程:FBプレス品+一般プレス品(スポット溶接にて接合) ・大幅なコストダウンに成功。 |