
厚物/大型部品

| 板 厚 | 12.00mm |
|---|---|
| 長手寸法 | 233.00mm |
| 材 質 | S45C |
| 仕様用途 | エアー可動式溶接機のガンヘッドカム摺動部品 |
| 技術特色 | ・従来の加工:ガス溶断+切削仕上げ→FB加工 ・カムの摺動部に円滑な面を要する為、従来の加工では溶断加工の後にマシニングでの切削加工を行っていました。弊社提案により、剪断100%、仕上げ加工なしでのFB化になり、コスト面では大幅な削減に協力が出来、生産性での大幅なアップにもつながりました。金型は研磨加工後にコーティングを行い、仕上ております。この加工には静水圧を高めて打ち抜く。他にも色々なノウハウが必要になります。 |

| 板 厚 | 19.00mm |
|---|---|
| 長手寸法 | 94.00mm |
| 材 質 | S45C |
| 仕様用途 | トラックキャブのロックアーム |
| 技術特色 | ・従来の加工:マシニング加工→FB加工 ・板厚19.00mmの極厚材をFBで仕上げた。 ・コスト低減50% |

| 板 厚 | 7.00mm |
|---|---|
| 長手寸法 | φ220.00mm |
| 材 質 | SPH440 |
| 仕様用途 | ディスク・ロック・アップ・クラッチ |
| 技術特色 | 平滑な剪断面と高い形状精度が要求されている。中央は部分の打抜きパンチにはVリングを設けている。加えて、金型にはコーティングを施すことで摩擦による精度低下をおさえる事ができた。また、外周と四角穴とのサン巾が板厚以下の為、特殊なFB加工を用いる。 |

| 板 厚 | 3.80mm |
|---|---|
| 長手寸法 | φ160.00mm |
| 材 質 | SPH270C-0D |
| 仕様用途 | 自動車エンジン部品(センサー) |
| 技術特色 | ・精密打抜きをし、精度向上。 ・外周の歯部ダレが0.1%以下の新工法開発(せん断面が性能に影響する為、特殊なFB加工を実施) |

| 板 厚 | 9.00mm |
|---|---|
| 長手寸法 | 341.00mm |
| 材 質 | SP(酸洗材) |
| 仕様用途 | 自動車マニホールド用フランジ |
| 技術特色 | 溶接歪みを考慮した精密成形打抜きにより、取り付け面を切削していたものを工程削減することができた。 |
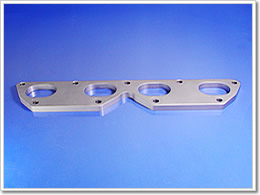
| 板 厚 | 10.00mm |
|---|---|
| 長手寸法 | 350.00mm |
| 材 質 | SP(酸洗材) |
| 仕様用途 | 自動車マニホールド用フランジ |
| 技術特色 | 溶接歪みを考慮した精密成形打抜きにより、取り付け面を切削していたものを工程削減することができた。 |

| 板 厚 | 10.00mm |
|---|---|
| 長手寸法 | 333.00mm |
| 材 質 | SP(酸洗材) |
| 仕様用途 | 自動車マニホールド用フランジ |
| 技術特色 | 溶接歪みを考慮した精密成形打抜きにより、取り付け面を切削していたものを工程削減することができた。 |

| 板 厚 | 8.0mm |
|---|---|
| 長手寸法 | φ280.00mm |
| 材 質 | SP(酸洗材) |
| 仕様用途 | 自動車マニホールド用フランジ |
| 技術特色 | 旧来製品はダイキャスト或いは鋳鉄で加工していた物をプレス板金した。これによって熱効率が良くなり、軽量化が可能となった。 |