
ATクラッチ部品
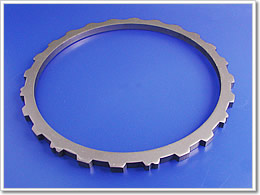
| 板 厚 | 5.50mm |
|---|---|
| 長手寸法 | φ155.00mm |
| 材 質 | SAPH440P |
| 仕様用途 | 自動車用ATクラッチ部品 |
| 技術特色 | ・FB機による、精密打ち抜きにより平面度=0.08:精度向上。 ・打ち抜き時に発生する応力反応により発生する内外径の変化を特殊な型構造により0にした。 |
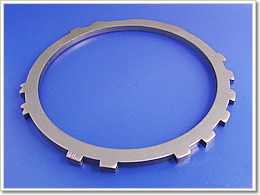
| 板 厚 | 5.50mm |
|---|---|
| 長手寸法 | φ150.00mm |
| 材 質 | SAPH440 |
| 仕様用途 | 自動車用クラッチ部品 |
| 技術特色 | ・FB機による、精密打ち抜きにより平面度=0.08:精度向上。 ・打ち抜き時に発生する応力反応により発生する内外径の変化を特殊な型構造により0にした。 |

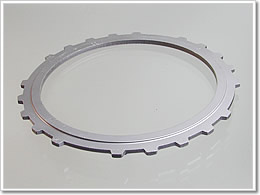
| 板 厚 | 4.00mm |
|---|---|
| 長手寸法 | φ173.00mm |
| 材 質 | SAPH400 |
| 仕様用途 | 自動車用クラッチ部品 |
| 技術特色 | ・FB機による、精密打ち抜きにより平面度=0.08:精度向上。 ・打ち抜き時に発生する応力反応により発生する内外径の変化を特殊な型構造により0にした。 |

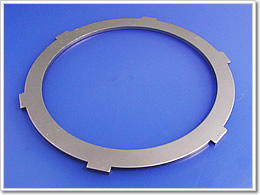
| 板 厚 | 2.40mm |
|---|---|
| 長手寸法 | φ140.00mm |
| 材 質 | NCH780-1B |
| 仕様用途 | 自動車用クラッチ部品 |
| 技術特色 | ・FB機による、精密打ち抜きにより平面度=0.08:精度向上。 ・打ち抜き時に発生する応力反応により発生する内外径の変化を特殊な型構造により0にした。 |
| 板 厚 | 3.00mm |
|---|---|
| 長手寸法 | φ108.00mm |
| 材 質 | SAPH440 |
| 仕様用途 | 自動車用クラッチ部品 |
| 技術特色 | ・FB化プログレ加工により、段差部のFB加工での成形、特殊なレイアウトにより段差部偏差=0.05以下を可能にしている。 ・従来は切削加工により仕上げている。 |
| 板 厚 | 3.20mm |
|---|---|
| 長手寸法 | φ119.00mm |
| 材 質 | SPH440 |
| 仕様用途 | 自動車用クラッチ部品 |
| 技術特色 | ・FB機による、精密打ち抜きにより平面度=0.08:精度向上。 ・打ち抜き時に発生する応力反応により発生する内外径の変化を特殊な型構造により0にした。 |