
齿轮零件

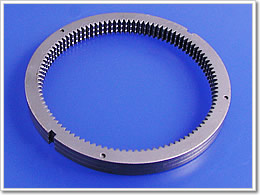
| 板 厚 度 | 5.00mm |
|---|---|
| 长 尺 寸 | φ58.50mm |
| 材 质 | S15C |
| 规格用途 | 躺椅坐席零件 |
| 技术特征 | 采用锻压技术,实现了不同模数的两件齿轮零件一体化。 |

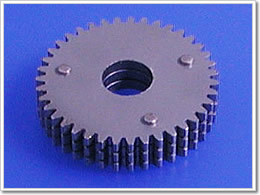
| 板 厚 度 | 4.00mm |
|---|---|
| 长 尺 寸 | φ60.00mm |
| 材 质 | S15C |
| 规格用途 | 躺椅坐席零件 |
| 技术特征 | 采用锻压技术,实现了不同模数的两件齿轮零件一体化。 |

| 板 厚 度 | 6.00mm |
|---|---|
| 长 尺 寸 | φ26.16mm |
| 材 质 | SCM415 |
| 规格用途 | 躺椅坐席零件 |
| 技术特征 |

| 板 厚 度 | 6.00mm |
|---|---|
| 长 尺 寸 | 60.00mm |
| 材 质 | SAPH400 |
| 规格用途 | 躺椅坐席零件 |
| 技术特征 |

| 板 厚 度 | 7.20mm |
|---|---|
| 长 尺 寸 | φ128.00mm |
| 材 质 | SS400 |
| 规格用途 | 链轮齿轮 |
| 技术特征 |

| 板 厚 度 | 6.00mm |
|---|---|
| 长 尺 寸 | 92.00mm |
| 材 质 | SAPH400 |
| 规格用途 | 建筑用自动门零件 |
| 技术特征 | 以往采用切削加工的坯料,由于FB化,实现60%的成本降低。 |
| 板 厚 度 | 2.00mm |
|---|---|
| 长 尺 寸 | 350.00mm |
| 材 质 | S45C |
| 规格用途 | |
| 技术特征 |
| 板 厚 度 | 2.00mm |
|---|---|
| 长 尺 寸 | 28.00mm |
| 材 质 | S45C |
| 规格用途 | 减速齿轮 |
| 技术特征 |

| 板 厚 度 | 6.00mm |
|---|---|
| 长 尺 寸 | φ98.00mm |
| 材 质 | SAPH440 |
| 规格用途 | 电动躺椅坐席零件 |
| 技术特征 |

| 板 厚 度 | 2.00mm |
|---|---|
| 长 尺 寸 | 160.00mm |
| 材 质 | 高强度钢 |
| 规格用途 | 汽车用窗户控制器零件 |
| 技术特征 |

| 板 厚 度 | 3.60mm |
|---|---|
| 长 尺 寸 | 25.50mm |
| 材 质 | SCM415 |
| 规格用途 | 汽车躺椅坐席零件 |
| 技术特征 | 为了维持模具的良好状态,对加工负荷较高的齿轮零件,在FB模具内部装进润滑油供应装置,延长模具的寿命,而且,采用这种措施也牵涉到改善和提高齿轮剪切面的精度。 |

| 板 厚 度 | 3.00mm |
|---|---|
| 长 尺 寸 | 53.53mm |
| 材 质 | S45C |
| 规格用途 | 汽车躺椅坐席零件 |
| 技术特征 | 为了维持模具的良好状态,对加工负荷较高的齿轮零件,在FB模具内部装进润滑油供应装置,延长模具的寿命,而且,采用这种措施也牵涉到改善和提高齿轮剪切断面精度。 |

| 板 厚 度 | 4.00mm |
|---|---|
| 长 尺 寸 | φ85.00mm |
| 材 质 | SAPH440 |
| 规格用途 | 汽车发动机(可调阀定时用链轮)零件 |
| 技术特征 |

| 板 厚 度 | 4.50mm |
|---|---|
| 长 尺 寸 | 24.00mm |
| 材 质 | S35C |
| 规格用途 | 自动调节器零件 |
| 技术特征 |

| 板 厚 度 | 4.00mm |
|---|---|
| 长 尺 寸 | 40.00mm |
| 材 质 | SPHC |
| 规格用途 | 汽车鼓式制动器零件 |
| 技术特征 |

| 板 厚 度 | 4.00mm |
|---|---|
| 长 尺 寸 | 52.00mm |
| 材 质 | SPHC |
| 规格用途 | 汽车鼓式制动器零件 |
| 技术特征 |

| 板 厚 度 | 3.00mm |
|---|---|
| 长 尺 寸 | 37.00mm |
| 材 质 | S45C |
| 规格用途 | 汽车躺椅坐席零件 |
| 技术特征 | 为维持模具的良好状态,对加工负荷较高的齿轮零件,在FB模具内部装进润滑油供应装置,延长模具的寿命,而且,采用这种措施也牵涉到改善和提高齿轮剪切面精度。 |