
精密冲裁(FB)加工
使用39台250Ton到1200Ton超大型压力机的日本国内设备,每天生产90万件与机械加工持有同等断面的零件。
对零件精加工的合理化,精度的提高和均匀化,做出很大的贡献。特别在6-9mm程度的板厚材料的零件,发挥其威力。
 |
 |
传统的普通压力机穿孔方法
在普通压力机的加工,以凸模(冲头punch)与凹模(压模die)的配合进行穿孔加工。
其工作原理是:首先,凸模下降,与凹模上的坯料接触而坯料被加压,坯料受弯曲开始变形,然后,经剪切过程发生断裂,在凸模还没穿过坯料之前完成其穿孔加工。
因此,对加工出来的成品出现“踏角,毛刺较大”,“断裂带较多,剪切带较少”,“切面对坯料面不垂直”,“穿通的成品平面不平而弯曲变形“等缺陷。在很多情况之下,需要进行二次加工。
精密冲裁(FB)加工的功能
精密冲裁(FB)加工是在1923年,由瑞士人Fritz Schiess先生的德国专利No.371004开始,后来经过30年的时间付诸实用。
FB加工是,把被加工料采用高精度冲裁的一次工序,可以完成该零件的加工方式。由此,不需要采用一般的压力机加工零件所需的外缘和孔部位的切削或铣加工等二次加工工序。
被冲裁的材料,对其剪切部位进行流程控制冲裁的方法称为“精密冲裁”或简称“精冲”。
换言之,采用带有V形环刀刃的压板和反压板,间隙极微小的凸模和凹模,使材料内部产生较高的抗压应力,提高材料的延展性并防止裂纹发生,能得到无裂纹的垂直而漂亮的剪切面加工方式。
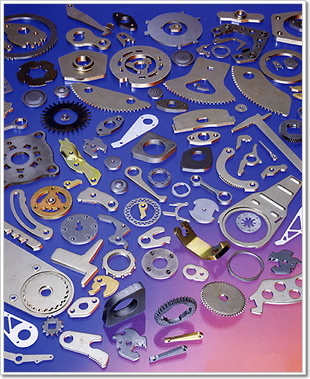 |
| 采用精密冲裁(FB)加工成品群 |